

 The T100 needs a skid plate……….something like Bast Brothers Welding used to make for the west coast desert racers. I found the photo above at Show & Go Cycle Shop blogspot. I wish I could call up Bast Bros. and order one up for $21……no such luck, so it’s off to my local steel supplier (Queen City Steel) for a sheet of 12 gauge (1/8″ thick……it’s heavy stuff).
The T100 needs a skid plate……….something like Bast Brothers Welding used to make for the west coast desert racers. I found the photo above at Show & Go Cycle Shop blogspot. I wish I could call up Bast Bros. and order one up for $21……no such luck, so it’s off to my local steel supplier (Queen City Steel) for a sheet of 12 gauge (1/8″ thick……it’s heavy stuff).
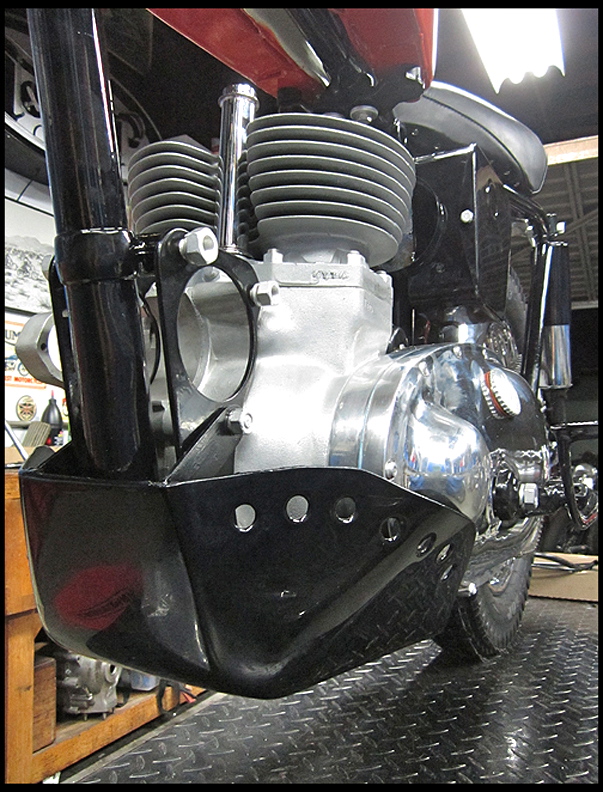 The photo above came from Ton Up Classics blogspot………check it out, this ’57 T110 restoration is chronicled in the blog, really nice work and a stunner of a bike. Fortunately for me they took a nice shot of their old Bast Bros. plate……a nice reference.
The photo above came from Ton Up Classics blogspot………check it out, this ’57 T110 restoration is chronicled in the blog, really nice work and a stunner of a bike. Fortunately for me they took a nice shot of their old Bast Bros. plate……a nice reference.

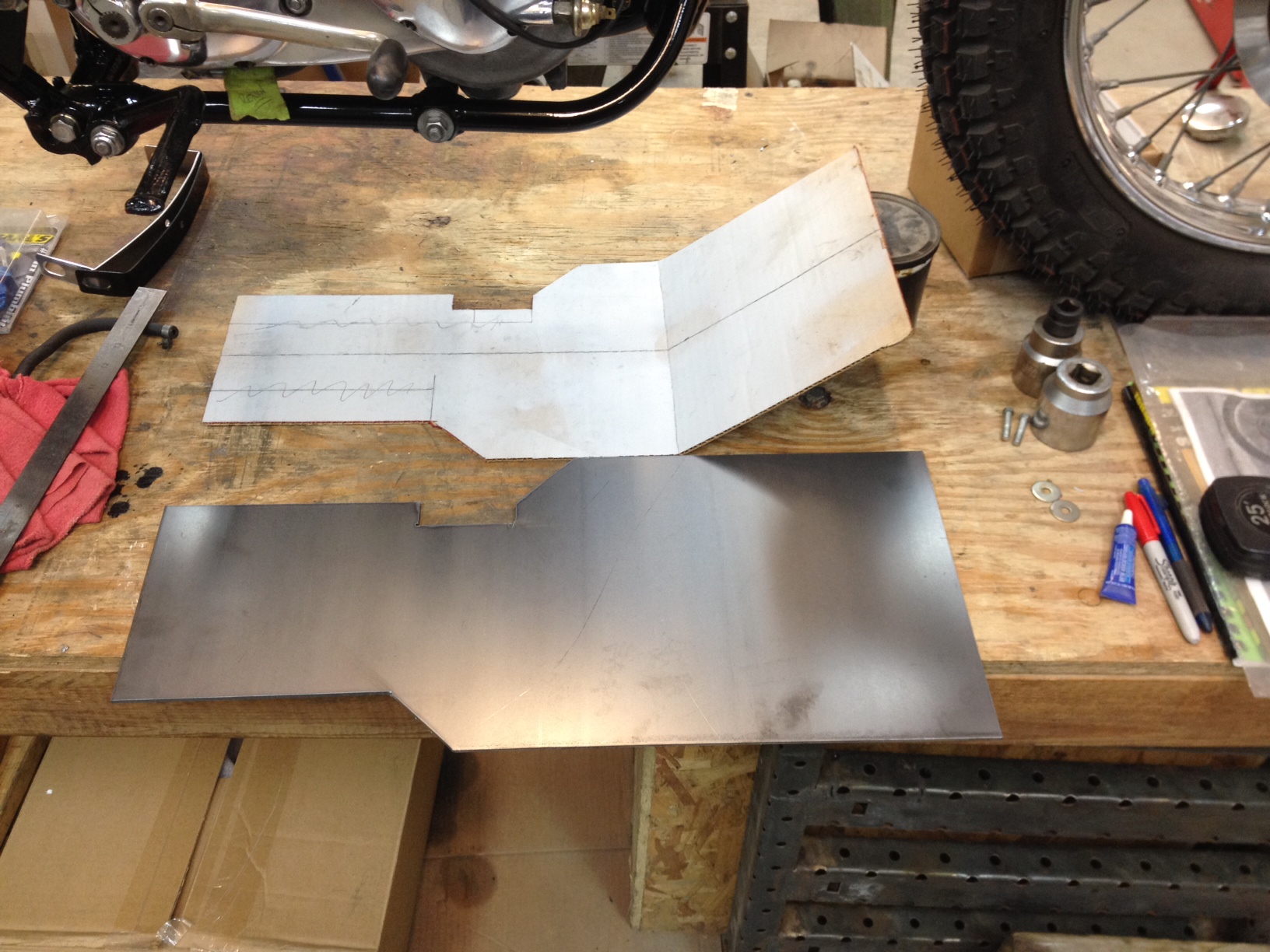
My pattern for a rough blank. The plates the Bast Bros. used to make were designed to fit bikes with the kickstand mount cut off the frame……..I plan on actually riding this bike around town, so the kickstand mount has to stay (it would be a real pain in the ass looking for a wall to lean the bike against every time I got off the thing). The notch on the far side will clear the stand mount.
Hypertherm Plasma cut to the rescue…….I know 1/8″ thick doesn’t sound like much, but it is when you’re talking plate steel……..either plasma or a big deep throated bandsaw……….or you can burn through a six pack of four inch cutoff wheels and ruin your hearing.

The bend.

I ran a small mill on the Bridgeport the width of the plate before bending it……..this made the bending a bit easier, and gave the bend more of a “bullnose” softer front edge.

Test fitting revealed all kinds of issues on the first try………that’s never happened before!!

Fire up the plasma………the original was trimmed in quite a few places before I was happy. I learned a long time ago to make the one-off metal parts larger than I think I need…..it’s way easier to trim metal away than stick it back together.

Just about right.

Mounts are made from the same material. Pretty straight forward stuff, the front will mount to the middle bolt on the front motor mount.

I’m using the center stand mounts for the rear anchoring points.

Mounts welded in place……..now for the real fun.

……….figure out how to make the nicely curved sides. I’ve started with some scrap tin that I can easily bend by hand. When I’m happy with what I’ve got I’ll transfer the shape to the 1/8″ plate, cut it out, then heat the hell out of it and start banging away.

Close, but not quite………needs to be a little taller and deeper (should have headed my own “make it larger” advice).
Stay tuned……..plenty of frustration to come!

Two sides pretty close………..now flatten them, trace them onto the 1/8″ plate, cut the shape with the plasma cutter.

Time to shape.

I decided to cold form the sides using the old brake. It took a lot of bouncing and moving the shapes around, but they came out pretty good.

The bends ready to weld up. Left side a bit shorter to compensate for the factory kick stand.

Tacked in place……pretty cool.

Front view.
 Back view. Next come the holes in both sides, clean up any weld slag, and smooth the edges and surfaces to get ready for primer and paint.
Back view. Next come the holes in both sides, clean up any weld slag, and smooth the edges and surfaces to get ready for primer and paint.

A bunch of holes drilled.

5/8″ on the sides, 1/4″ on the base plate.

Time to prime and paint.
Looks smart and like it’ll take a bit of a beating, bet those curved sides will be a pain in the ass. Whats the plan, you going to drill it or leave it plain?
Hi John,
Yes, the curved side are going to be a huge pain in the ass……..I need a forge! I’ll drill the bottom section for drainage, the sides I’m unsure of. Since I’ve left the kickstand on the frame that left side will be shorter then what the Bast Bros. used to make, so the large holes on the sides may be a bit awkward……I’ll make the decision when it’s all welded up and mounted.
Thanks,
Colby
It looks spot on that!
Could you make one from aluminum? It would be lighter but I guess more brittle. I’m just trying to plan my own and have a cnc router at work and we can cut up to 1/4″ thick aluminum so I was wondering if that was a viable option
Anything can be done………especially when you have cnc routers at your disposal. I’ve seen many aluminum skid plates on modern bikes that are quite strong (think BMW GS Adventure behemoth), so if engineered correctly, it’ll work. I tried to stick to the old Bast Brothers design, using heavy 12 gauge steel……heavy as hell and a bitch to bend, but better than hose-clamping a shovel blade to your frame. I would love to see what you come up with.
Colby
Wow I could really use this on my 2014 Scrambler! Nothing meets my needs in the market. I’m trying to get one fabricated that will work. Having a no kidding true full coverage bash plate is what I need for my adventures every weekend here in the Nevada desert. Just replaced my right case cover from rock damage last week.
I’ve been searching for a Bast plate to borrow or a template already made to fabricate one for my build. Would you be interested in building another?
Tough to find an original. I would have to have the bike in the shop to build one of those plates…….too many small variations/modifications on a lot of these old Triumphs to go generic. It’s a real simple design, any metal bender worth his salt should be able to take photos a make a copy for you.
Bast Welding has been in Auburn CA for many, many, many years now. Harlan still runs the place.
I knew they still existed, had no idea it was still run by the original owners…..very cool. They should crank out a few of those old Triumph skid plates, I get a lot of requests! Thanks for the info.