

 Jonathan has been a regular visitor to the site and owns a 1966 Dormobile in need of restoration. The Dormobile is a father & son project that’s being restored as time permits. Jonathan contacted me last summer to inquire about building a bulkhead jig (like the rotisserie jig pictured above) to be picked up this spring. Jonathan and his father are going to make the trip to New England to pick up the jig, check out the shop, visit Lanny Clarks shop, and make a parts run to Rovers North.
Jonathan has been a regular visitor to the site and owns a 1966 Dormobile in need of restoration. The Dormobile is a father & son project that’s being restored as time permits. Jonathan contacted me last summer to inquire about building a bulkhead jig (like the rotisserie jig pictured above) to be picked up this spring. Jonathan and his father are going to make the trip to New England to pick up the jig, check out the shop, visit Lanny Clarks shop, and make a parts run to Rovers North.

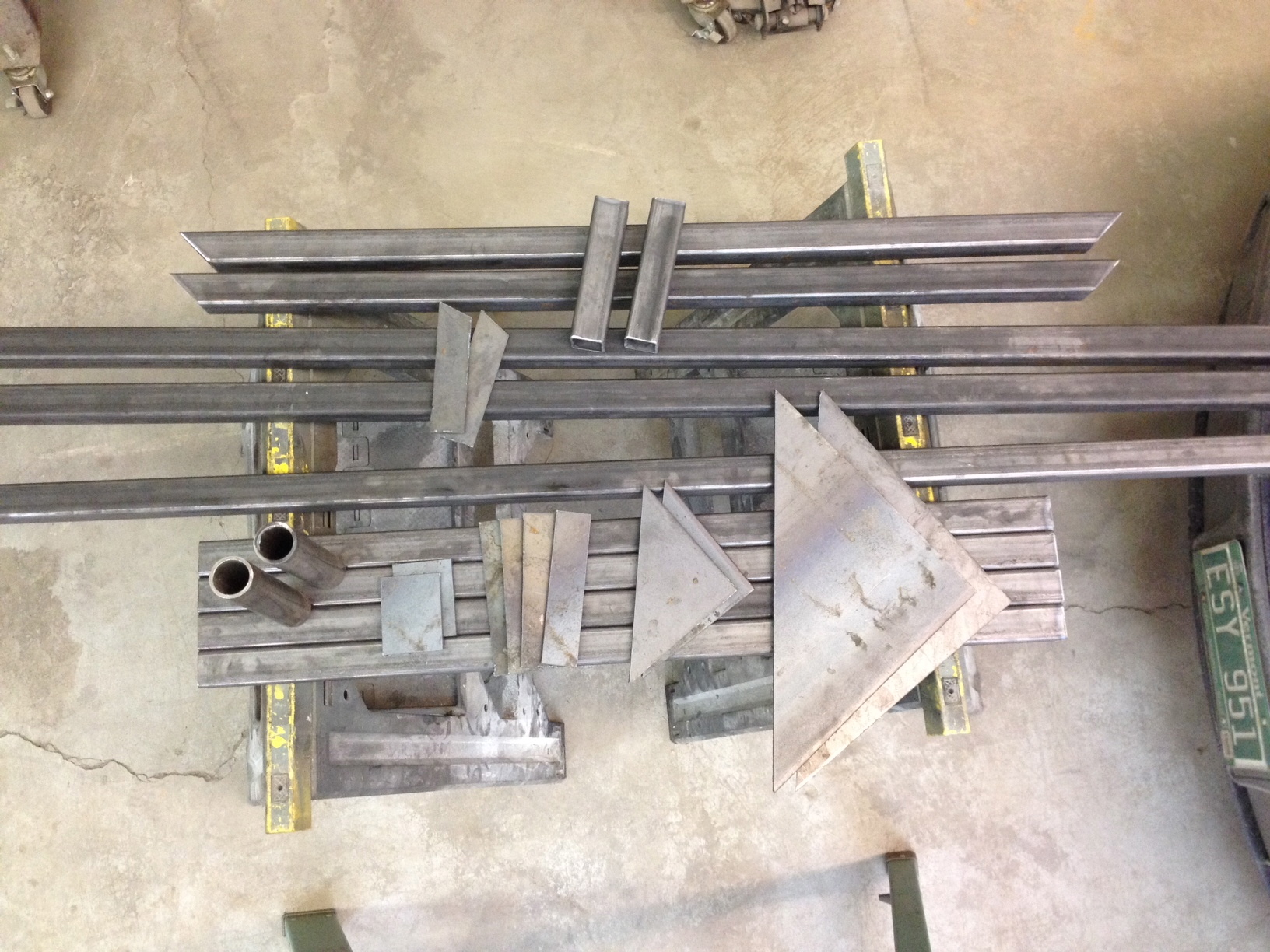
The steel for the jig……….1.5″ square tube and 3/16″ sheet.

Time to cut.

The chop saw makes quick work of the heavy tubing.

All of the frame parts cut and prepped. Tomorrow I’ll drag out the plasma cutter to cut out the footing supports from the 3/16″ plate.

Lanny Clark lent me an untouched original Series 2 bulkhead to build the frame of the jig around……guaranteed accuracy.

Time to cut the 3/16 plate…..out comes the Hypertherm Plasma cutter.

If you buy a plasma cutter, get yourself a pair of these, shade #5.

I use whatever might be handy as a straightedge guide for the plasma torch.

About five minutes to set up the Hypertherm Powermax, and made this 17 inch cut in about 10 seconds. HUGE time saver.

Nice smooth cut.
All of the parts to construct a bulkhead jig.

Squaring up the main frame.

These clamps are made by Strong Hand tools. They’re not terribly expensive and do a great job of holding your angles during welding.

Once the outer frame is welded up square it’s time to place the bulkhead inside and position the top hangers. Once the hangers are welded in place it’s time to construct the more critical footing mounts.

All the pieces for the footing mounts…….the blocks are machined and all holes are drilled on the Bridgeport. The tube it turned down so it’s a press fit into the square tube and the face block.

Pressed together, this will now be bolted to the bulkhead footing…….this will dictate the position for welding the fixture to the outer frame of the jig.

Footings fixtures welded in place to the outer frame. The footings stay bolted together and will be tig welded…….tig will be a cleaner weld and produce less heat, the goal is for these footing fixtures to stay straight and true.

Tig welded up and they stayed strait as an arrow…..the bolts dropped right out.

Strong Hands tools to the rescue again.

Not only will they hold a tight corner, but they also straighten out and have a V-block feature the will hold round stock in place for welding.

Base welded up.

Nearly complete. I’ll add some chain (about 4′ per side and anchored to the base) and hooks on the lower left and upper right of the frame. The chain will allow the bulkhead to be positioned and held anyplace in the jigs 360 degree rotation. After that it will get a coating of POR15 to keep the rust bug away.

Mounted up.

Sure makes bulkhead work a little less painful.

Tilt – A – Whirl
Nice project 🙂
It always amazes me when reading about US Series Land Rover owners. The distances that they have to travel and the plans that have to be made just to get some parts etc. Over here it is a case of scanning ebay and having a part arrive a few days later or buying from any of dozens of parts suppliers and all at reasonable cost. In a way it means you have to be far more dedicated to the breed than we are over here and there are few enough people over here prepared to drive a classic LR daily 🙂
I visited Lanny Clarks website a while back and wow, what a place he has. I was drooling at the all the trucks he had there and what a stunning job he does of his rebuilds and refurbishments.
Thanks Ian. I’ve often thought the same thing about parts availability stateside and whether or not I would be in the hobby if I had to wait for parts to arrive from one of only a handful of suppliers……..and hope I ordered the correct thing. I’m very lucky to have the premier US parts supplier Rovers North (and owner Mark Letorney) only 15 miles from my shop and Lanny Clark at 10 miles……kind of Series Land Rover central!
Lanny does have quite a place, all years or Series trucks sprinkled all over, and there’s always something interesting being built in the shop. Lannys restorations are second to none and he’s a great person to deal with……always happy to share his Rover knowledge (he’s pretty much a Series Rover encyclopedia) and he’s put up with my never ending questions and wandering around his property for years now!
The funny thing is that you are closer to your parts supplier than I am to mine. Also there are very few Series Land Rover specialists over here and none are that close to me. It would be fantastic to have a place like Lanny Clarks near me, I’d never be away….. 🙂
Also odd is that some of the finest Series Land Rover rebuilds that I’ve seen, including yours, are in the US. I have a friend/blog follower of mine that lives in North Carolina and his truck is stunning too. Admittedly he has not done all the work himself but none the less, it seems that you guys treat these trucks as more valuable classics than we do here. Most here are still used as daily drivers and working trucks. Considering the number over here it is very rare to see very high quality rebuilds due to the costs involved.
I totalled up my costs the other day and my truck has so far cost over £10K ($17K) in parts alone with another couple of K to go yet. Most people here can’t really afford to spend that especially as even when fully rebuilt the trucks are not really worth much more than £5K unless they are extremely original in every detail (unlike my trucks!). I think in the US they are worth so much more when complete that it makes sense to invest in them.
I am trying to order a Series 3 and Series 2a bulkheads from The UK. Do you know of a reliable source?
Pegasus Parts are the only folks I know that are re-manufacturing Series bulkheads, the wait is quite long but worth it from what I hear. You will also want to check with Rovers North for possible Series 3 units, also Pangolin 4×4 is a great source.